

در دنیای صنعت، جوشکاری نقش کلیدی در اتصال قطعات فلزی ایفا میکند. از میان روشهای مختلف، جوشکاری اکسی استیلن یا هواگاز یکی از قدیمیترین و درعین حال کاربردیترین روشهاست که هنوز هم در بسیاری از پروژههای سبک و تعمیراتی مورد استفاده قرار میگیرد.
این روش، بدون نیاز به برق، تنها با ترکیب دو گاز قابل اشتعال یعنی استیلن و اکسیژن، شعلهای قدرتمند تولید میکند که توانایی ذوب انواع فلزات را دارد. همین ویژگی باعث شده تا جوشکاری با گاز استیلن، با وجود ظهور فناوریهای جدید، همچنان جایگاه خود را در حوزههای مختلف حفظ کند.
در این مقاله، نگاهی دقیقتر به فرایند، مزایا و معایب، انواع شعله، تکنیکهای رایج و نکات ایمنی این نوع جوشکاری خواهیم داشت تا شناختی کامل از یکی از روشهای پرکاربرد در صنایع فلزی به دست آید.
فرایند جوشکاری با گاز استیلن
در جوشکاری اکسی استیلن، نخستین مرحله به راه اندازی تجهیزات اختصاص دارد. دو کپسول گاز، یکی حاوی استیلن و دیگری حاوی اکسیژن، از طریق رگلاتورهایی به یک مشعل متصل میشوند. رگلاتورها وظیفه تنظیم فشار هر گاز را بر عهده دارند تا نسبت ترکیب گازها به درستی کنترل شود. این ترکیب درون مشعل مخلوط شده و با جرقه زن مخصوص مشتعل میشود.
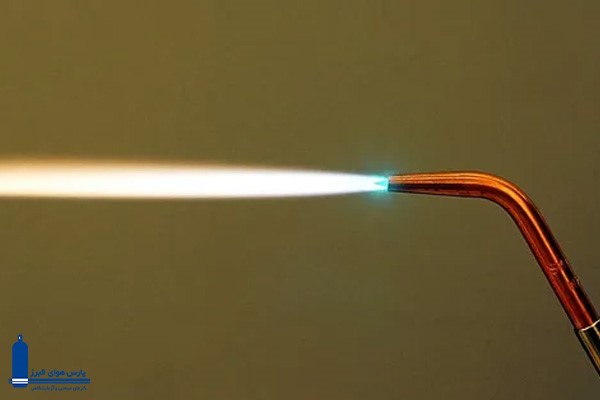
در هنگام احتراق، شعلهای ایجاد میشود که از سه بخش قابل تشخیص تشکیل شده است: نوک داخلی، هسته روشن و بخش خارجی شعله. اپراتور با نزدیک کردن این شعله به سطح فلز، نقطه ذوب را ایجاد میکند. به محض ذوب شدن فلز پایه، در صورت لزوم از سیم پرکننده استفاده میشود تا فلز جوش تقویت شود. در این مرحله، تنظیم میزان اکسیژن و استیلن در مشعل، نوع شعله را مشخص میکند که بر کیفیت جوش اثر مستقیم دارد.
فرایند باید بهدقت و با کنترل حرارت انجام گیرد تا از ایجاد نقصهایی مانند سوختگی لبه، ترکهای انقباضی یا عدم همجوشی جلوگیری شود. همچنین، برای دستیابی به یک اتصال یکنواخت، حرکت مشعل باید به صورت یکنواخت، با زاویه و سرعت مشخص انجام شود. در پایان، پس از خاموش کردن مشعل، نوبت به بررسی محل جوش و پاکسازی احتمالی سربارهها میرسد. بسته به نوع فلز و ضخامت آن، جوش به دست آمده ممکن است نیاز به پرداخت نهایی یا تست کیفیت داشته باشد.
مزایا و معایب جوشکاری با گاز استیلن
جوشکاری اکسی استیلن در کنار تمام قابلیتهای کاربردی خود، دارای مزایا و معایبی است که در انتخاب آن برای پروژههای مختلف باید مورد توجه قرار گیرد. از جمله مزایای این روش، میتوان به نیاز نداشتن به برق اشاره کرد. در محیط هایی که دسترسی به شبکه برق دشوار است، مانند مناطق روستایی، ارتفاعات یا پروژههای سیار، این ویژگی یک مزیت اساسی به حساب میآید.
سادگی تجهیزات و قابلیت حمل و نقل آسان، باعث شده این روش در تعمیرات فوری و کارگاههای کوچک بسیار مورد توجه باشد. همچنین، کنترل دستی شعله به اپراتور اجازه میدهد تا در کارهایی مانند برش یا لحیمکاری، با دقت بالایی عمل کند. علاوه بر این، قیمت تجهیزات اولیه نسبت به روشهای پیشرفتهتر پایینتر است، در نتیجه در پروژههای با بودجه محدود نیز قابل استفاده خواهد بود.
در مقابل، این روش محدودیتهایی هم دارد. کنترل دستی شعله مستلزم مهارت بالای اپراتور است و در صورت بیتجربگی، احتمال بروز خطا در کیفیت جوش زیاد میشود. همچنین، جوشکاری با شعله ممکن است نسبت به روشهایی مانند قوس الکتریکی از نظر استحکام مکانیکی جوش، ضعیفتر عمل کند. از سوی دیگر، امکان استفاده از آن برای فلزات با ضخامت بالا وجود ندارد، زیرا توان حرارتی این نوع شعله برای ذوب کامل فلزات سنگین کافی نیست.

نکته دیگر به بحث ایمنی بازمیگردد. استیلن گازی ناپایدار و بسیار اشتعالپذیر است. هرگونه نشت، فشار بیش از حد یا نگهداری نادرست میتواند خطر انفجار را به همراه داشته باشد. در نتیجه، رعایت نکات ایمنی در حمل، نگهداری و استفاده از این گاز اهمیت بالایی دارد.
انواع شعله در جوشکاری اکسی استیلن
در جوشکاری اکسی استیلن، نوع شعله نقش تعیین کنندهای در کیفیت نهایی اتصال ایفا میکند. این شعلهها بسته به نسبت اکسیژن به استیلن به سه دسته اصلی تقسیم میشوند: شعله خنثی، شعله اکسید کننده و شعله کربورایزینگ (احیایی).
شعله خنثی یا متعادل زمانی ایجاد میشود که نسبت اکسیژن به استیلن تقریباً یک به یک باشد. این نوع شعله رایجترین حالت در جوشکاری اکسی استیلن است و برای اکثر فلزات مانند فولاد نرم و آلومینیوم مناسب محسوب میشود. شعله متعادل نه تمایل به اکسید کردن فلز دارد و نه کربن اضافه به آن وارد میکند.
شعله اکسید کننده زمانی حاصل میشود که مقدار اکسیژن بیشتر از استیلن باشد. این شعله دمای بالاتری دارد و نوک شعله کوتاهتر و رنگ آن آبی روشنتر است. برای جوشکاری فلزاتی مانند برنج یا مس که تمایل به اکسید شدن دارند، استفاده از شعله اکسید کننده معمولتر است. با این حال، اگر به درستی تنظیم نشود، ممکن است باعث اکسید شدن بیش از حد سطح فلز پایه شود.
شعله کربورایزینگ یا احیایی، زمانی ایجاد میشود که نسبت استیلن به اکسیژن بیشتر باشد. این شعله طولانیتر است و دارای یک لایه بیرونی زرد رنگ میشود. این نوع شعله برای لحیمکاری یا جوش فلزاتی مثل سرب و نقره مناسبتر است، زیرا حضور بیشتر کربن در شعله مانع از اکسید شدن فلز میشود. با این حال، استفاده نامناسب از شعله احیایی ممکن است باعث باقی ماندن دوده یا ناخالصی در محل جوش شود.
تشخیص و تنظیم دقیق نوع شعله، نیاز به تجربه و مهارت دارد و جزو بخشهای مهم آموزش در جوشکاری اکسی استیلن بهشمار میرود.
تکنیکهای جوشکاری اکسی استیلن

در جوشکاری اکسی استیلن، انتخاب تکنیک مناسب بسته به نوع اتصال، موقعیت جوشکاری، ضخامت فلز و هدف نهایی انجام میشود. دو تکنیک رایج در این روش عبارتاند از تکنیک جوشکاری جلوبر (Forehand) و تکنیک جوشکاری عقببر (backhand).
در تکنیک جلوبر، مشعل در دست راست اپراتور قرار میگیرد و با زاویه حدود ۳۰ تا ۴۵ درجه نسبت به سطح کار، به سمت جلو حرکت داده میشود. در این حالت، حرارت شعله بیشتر به ناحیه ذوبنشده اعمال میشود که باعث پیشگرمایش فلز و ایجاد جوشی یکنواختتر میگردد. این روش برای فلزات نازک و اتصالهایی با نیاز به ظرافت بیشتر کاربرد دارد.
در مقابل، تکنیک عقببر مشعل را به سمت ناحیه جوش خورده هدایت میکند. در این تکنیک، حرارت بیشتری در ناحیه پشت محل جوش متمرکز میشود و برای فلزات با ضخامت بیشتر یا در مواقعی که نیاز به نفوذ بالای جوش وجود دارد، مناسبتر است.
نکته مهم دیگر، حفظ فاصله استاندارد بین نوک شعله و سطح فلز است. فاصله زیاد باعث کاهش دمای نقطه جوش و فاصله کم ممکن است منجر به سوختن فلز یا ایجاد حفره شود. همچنین، اپراتور باید سرعت حرکت یکنواخت و کنترل شدهای داشته باشد تا جوش پیوسته و بدون نوسان ایجاد شود.
حرکات چرخشی یا زیگزاگی مشعل، در مواردی که نیاز به توزیع حرارت در سطح وسیعتری وجود دارد، کاربرد دارد. همچنین، در جوشکاری لولهها یا سطوح منحنی، تغییر زاویه مشعل در حین حرکت باید به گونهای تنظیم شود که شعله همواره عمود بر سطح کار باقی بماند.
تجهیزات ایمنی در جوشکاری با گاز استیلن

جوشکاری اکسی استیلن به دلیل درگیر بودن با گازهای قابل اشتعال، دمای بالا و نور شدید، نیازمند رعایت دقیق اصول ایمنی است. استفاده از تجهیزات ایمنی مناسب، بخش جداییناپذیر این فرایند است.
در وهله اول، ماسک یا عینک جوشکاری مخصوص شعله گازی باید مورد استفاده قرار گیرد. این عینکها با فیلترهای مخصوص، از چشم در برابر نور شدید و اشعه مادون قرمز محافظت میکنند. استفاده از عینکهای نامناسب یا ساده، میتواند منجر به آسیب جدی به شبکیه شود.
دستکشهای نسوز چرمی از دیگر تجهیزات ضروری هستند که از دستان در برابر حرارت، جرقه و پاشش فلز مذاب محافظت میکنند. در کنار آن، پوشیدن لباسهای ضخیم و آستینبلند، ترجیحاً از جنس کتان یا پارچه نسوز، مانع از سوختگی پوست خواهد شد. از پوشیدن لباسهای نایلونی یا مصنوعی باید اجتناب کرد، زیرا در صورت تماس با حرارت، به بدن میچسبند و آسیب جدی ایجاد میکنند.
در حوزه نگهداری تجهیزات نیز، بازرسی دورهای شیلنگها، رگلاتورها و مشعلها اهمیت بالایی دارد. هرگونه نشتی، ترک یا آسیب باید پیش از استفاده شناسایی و رفع شود. همچنین، باید از نصب شیر یکطرفه (Non-Return Valve) در مسیر گاز برای جلوگیری از برگشت شعله به درون کپسول استفاده شود.
در نهایت، نگهداری کپسولهای گاز اکسیژن و استیلن در محل خنک، خشک و دور از منابع حرارتی یا تابش مستقیم نور خورشید، بخشی از ایمنی انبار تجهیزات به شمار میرود. در صورت نشت یا بروز آتشسوزی، اپراتور باید بهخوبی با روشهای خاموشسازی گاز استیلن و تخلیه محیط آشنایی داشته باشد.
همچنین بخوانید: هر آنچه باید در مورد خطرات گاز اکسیژن بدانید
سخن پایانی
جوشکاری اکسی استیلن، با وجود قدمت بالا، همچنان بهعنوان یکی از روشهای قابل اعتماد در بسیاری از مشاغل صنعتی و کارگاهی شناخته میشود. سادگی در تجهیزات، قابلیت استفاده در مکانهای فاقد برق و انعطافپذیری بالا، از ویژگیهایی هستند که این روش را برای کاربردهای خاص، به گزینه مناسب تبدیل کردهاند. برای خرید گاز استیلن جهت انجام جوشکاری هواگاز میتوانید به مجموعه پارس هوای البرز مراجعه کنید.
البته انتخاب این روش باید با در نظر گرفتن شرایط محیطی، نوع فلز و مهارت اپراتور انجام گیرد تا نتیجه نهایی از نظر کیفیت و ایمنی در سطح مطلوبی قرار داشته باشد. آشنایی با اصول و تکنیکهای جوشکاری اکسی استیلن، نه تنها به افزایش دقت در کار کمک میکند، بلکه در حفظ ایمنی فردی و جلوگیری از خسارتهای احتمالی نیز مؤثر خواهد بود. در نهایت، استفاده از این روش با رعایت استانداردهای ایمنی، میتواند به عنوان راه حلی مطمئن برای بسیاری از نیازهای جوشکاری در صنایع کوچک و متوسط باقی بماند.